Food and drink manufacturers rely on their technologies providers to ensure consumer choice, affordability, consistent quality of products and continuity of supply. Any supply chain, no matter how simple or complex, can present risks that need to be adequately managed. As the food and drink global supply system comes under increasing pressurefrom population increase, growing demand for limited resources and changing diets, companies also need to be alert to the potential for food fraud and poor quality and actively work with their Technology suppliers to identify and mitigate these risks.
Whether you’re a multinational processor or the proprietor of a single facility, you face a world of growing and unprecedented transformation. Growing demand for greater and greater throughput and yield. Heightened attention to product quality and safety. Increasing skills gaps and labor shortages. Navigating and mitigating the combined impact of each of these dynamics in order to drive efficiency and profitability. In sum, a new and higher standard of business excellence and the technology required for reaching it, is being set.
![]()
![]()
What to do? what to follow?
1.- Map your supply and production chain towards STANDARDISATION, Collect information to describe your supply chain on a product basis from a food inspection perspective. What needs to be checked, which are the critical bootle-necks and how to control them?… globalization is a factor that goes hand in hand with standardizing processes and benchmarks for throughput, yield and quality. But variations can be an extreme barrier to standardization, and it can be a very high and costly one.
2.- Monitor and set your stakeholders expectation to be fulfilled, When you look at food safety, removing poor quality and unsafe material has become far more important, and will continue to be important. The detection and removal on-time , of the "under" quality materials is something that is a factor throughout the entire supply chain. the global advent of social media has exacerbated the demand for quality infinitely. Now, a single online post can create a brand and public relations disaster with long-lasting impact.
3.- Create a blueprint of “Inspection hotspots” in your chain, and make it excel . The companies ability to adapt to changes in demand, standardization and quality largely falls on the shoulders of quality based technologies who have to control , monitor and execute your strategies and operate your production, making equipment requirements to be more and more complex. Processes get more and more complex, and consumer demands will be always going higher, so technologies have to overtake those demands, reaching unprecedented levels of analysis, time response and precision, with total robustness and reliability.
4.- Select and assume the more efficient technologies and investments within a Long term perspective: optimize relentlessly, from the Inspection to the sort to the tech to the process. Seek technologies , from NIR ( companies like POLYTEC, FOSS, PERTEN or BUCHI ), to HYPER-SPECTRAL ( companies like IRIS Engineering , EVK or SPECIM ), to FTIR ( as GASERA ) to VISIBLE control ( Sorting technologies like MULTISCAN, SESOTEC or CIMBRIA ) , that let you remove what you have to, and not any more. Invest in technologies that last and are enabling you to easily upgrade, rather than replace, find the right partners either internally and externally to bring the plan up to speed, and specially relevant , to go beyond in your food and drink production control , using optical FYLA's white laser based platforms.

![]()
What to do? what to follow?
1.- Map your supply and production chain towards STANDARDISATION, Collect information to describe your supply chain on a product basis from a food inspection perspective. What needs to be checked, which are the critical bootle-necks and how to control them?… globalization is a factor that goes hand in hand with standardizing processes and benchmarks for throughput, yield and quality. But variations can be an extreme barrier to standardization, and it can be a very high and costly one.
2.- Monitor and set your stakeholders expectation to be fulfilled, When you look at food safety, removing poor quality and unsafe material has become far more important, and will continue to be important. The detection and removal on-time , of the "under" quality materials is something that is a factor throughout the entire supply chain. the global advent of social media has exacerbated the demand for quality infinitely. Now, a single online post can create a brand and public relations disaster with long-lasting impact.
3.- Create a blueprint of “Inspection hotspots” in your chain, and make it excel . The companies ability to adapt to changes in demand, standardization and quality largely falls on the shoulders of quality based technologies who have to control , monitor and execute your strategies and operate your production, making equipment requirements to be more and more complex. Processes get more and more complex, and consumer demands will be always going higher, so technologies have to overtake those demands, reaching unprecedented levels of analysis, time response and precision, with total robustness and reliability.
4.- Select and assume the more efficient technologies and investments within a Long term perspective: optimize relentlessly, from the Inspection to the sort to the tech to the process. Seek technologies , from NIR ( companies like POLYTEC, FOSS, PERTEN or BUCHI ), to HYPER-SPECTRAL ( companies like IRIS Engineering , EVK or SPECIM ), to FTIR ( as GASERA ) to VISIBLE control ( Sorting technologies like MULTISCAN, SESOTEC or CIMBRIA ) , that let you remove what you have to, and not any more. Invest in technologies that last and are enabling you to easily upgrade, rather than replace, find the right partners either internally and externally to bring the plan up to speed, and specially relevant , to go beyond in your food and drink production control , using optical FYLA's white laser based platforms.
![]()
![]()
"Select and assume the more efficient technologies and investments within a Long term perspective: optimize relentlessly, from the Inspection to the sort to the tech to the process"
![]()
![]()
Thera ara many parameters and techniques unblocked by the use of White laser based platforms. Just need to select and test.
Hyper spectral & Multispectral imaging combines imaging and spectroscopic technology is very rapidly gaining market as a non-destructive, real-time detection tool for food quality and safety assessment. The only barrier until know has been the use of Halogen lamps which means lower power density, penetration, and lifetime, until FYLA White Laser has come into scene, allowing the process monitoring on multiple parameters with cost effective layouts complementing and even competing with X-Ray based technologies
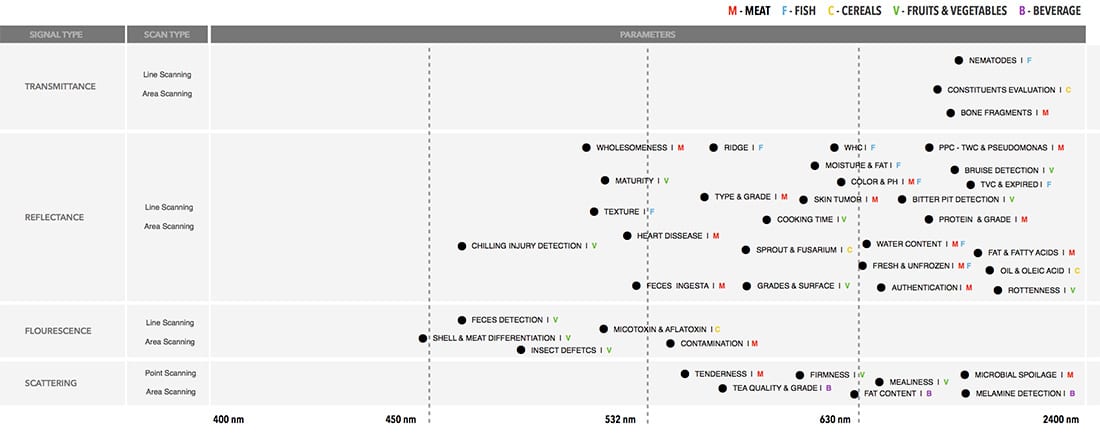
Hyper-spectral and Multi-spectral imaging can be used to simultaneously obtain large amounts of spatial and spectral information on the foodstuff being produced and handled. This application note provides a comprehensive review on some of the parameters that hyper-spectral imaging applications in food and food products can actually monitor, from 400nm to 2400 nm, all them within the spectral range of the FYLA’s white laser series SC and SCT
Below the scheme of parameters detected by using SCT laser cevered spectra in food stuff
![]()
![]()
![]()


